LINEE DI TRAFILATURA E TRONCATURA SPEZZONI
È un impianto concepito per la trafilatura e troncatura di spezzoni partendo da rotoli di acciaio laminato del peso massimo di Kg 4000, ricotto per bulloneria o globulare con con diametri fino a mm 65.
L’impianto è composto dalle seguenti macchine:
– Gruppo svolgifilo sul quale vene collocata la vergella
– Una linea di trafilatura composta a sua volta da un’attrezzatura di alimentazione e da un banco di trafila
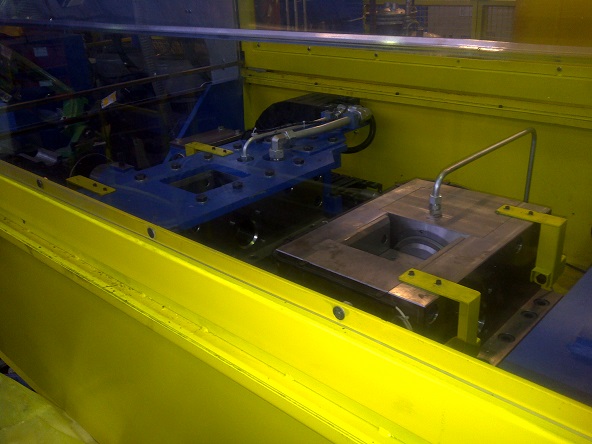
– Una troncatrice oleodinamica che effettua il taglio del filo per mezzo di coltelli
– Il gruppo svolgifilo è costituito da una centralina oleodinamica adibita ad impianto oleodinamico per la movimentazione dei rulli raddrizzatori
– La linea di trafilatura è costituita da un basamento realizzato in acciaio elettrosaldato di grosso spessore sul quale sono collocate una serie di morse porta pinze con movimento di chiusura ed apertura tramite cilindro oleodinamici a doppio effetto, le prime tre servono per l’introduzione del filo e sono la prima fissa posta all’ingresso mentre le altre due sono mobili, accoppiate e poste a valle della trafilatrice scorrono su guide a rulli e sono azionate da cilindri oleodinamici a doppio effetto, le morse sono realizzate su disegno specifica elaborato a CAD, ampiamente sovradimensionate ricavate da blocchi in acciaio mediante fresatura e rettifica delle parti
– Il primo gruppo avanzamento filo composto da due pinze che ha il compito di afferrare il filo laminato proveniente dal devolgitore e di portarlo passo a passo, verso il banco trafila e così via fino al secondo gruppo pinze
– Il secondo gruppo avanzamento filo è composto da due morse fisse con pinze che hanno il compito di bloccare il filo durante il movimento del gruppo trafila azionato da due cilindri oleodinamici. Un secondo gruppo avanzamento filo composto da due pinze mobili ha il compito afferrare il filo proveniente dal primo gruppo pinze e di portarlo secondo la lunghezza dello spezzone desiderato verso latroncatrice oleodinamica di taglio. Questo gruppo pinze garantisce una produttività correlata al numero dei movimenti del gruppo stesso così come della pressa taglio e del banco trafila. In particolare si può lavorare lunghezze di filo con un unico movimento con produttività 38 pezzi minuto. La precisione di lavoro di questo gruppo pinze così come l’avanzamento del filo può essere pari a ± 0,05 mm indipendentemente dai diametri, tipi di acciaio, riduzioni di area, lunghezze e produttività indicate